
| Index name | National Standard | STRONGER 117A |
|---|---|---|
| Colour | White/Gray/Light pink | White |
| Status | Powder | Powder |
| Decolorization rate(%)≥ | / | 84.00 |
| DOBI(%)≥ | / | 97.67 |
| Surface Area,m²/g | ≥130 | 180 |
| Free Acid(H₂SO₄),% | ≤0.3 | 0.08 |
| Free Moisture | ≤12 | 7.6 |
| Particle Size (Through 0.075mm mesh),% | ≥90 | 91 |
| Filtration rate | Passed | Passed |
| Bulk Density(g/mL) | 0.55±0.1 | 0.58 |
| PH(50g/L suspension liquid) | 2.2~4.8 | 3.8 |
| Heavy Metal(as pb),mg/kg | ≤40 | <40 |
| As,mg/kg | ≤3 | <3 |
Tips:1.The index rate of DOBI(Deterioration of Bleachabity Index)is based on the comparison of standard samples sent to customers, different customers have different calibration,we take 100% soybean oil decolorization,Yihai Kerry sample as reference.
2.According to customer requirements,indicators and technical solutions can be customized.

Activated Bleaching Clay Benefits For Edible Oil Refinery
An edible oil refinery is a processing plant that converts crude oil into refined oil products meeting quality standards and usage requirements. Below is an overview:
Raw Materials: Primarily derived from various vegetable oil sources (e.g., soybeans, rapeseed, peanuts, sunflower seeds) or animal fats (e.g., tallow, lard), obtained through pressing or solvent extraction.

Products: The main output is refined oils such as Grade 1 soybean oil or Grade 1 rapeseed oil, along with byproducts like phospholipids and vitamin E.
Key Production Processes
Degumming: Removes phospholipids and other gum-soluble impurities to prevent hydrolysis or oxidation during further processing, ensuring oil quality.
Deacidification: Neutralizes or distills free fatty acids to reduce acidity, enhancing oil stability and flavor.
Bleaching: Uses adsorbents (e.g., activated carbon, bleaching clay) to eliminate pigments, off-flavors, and trace metal ions, improving color and appearance.
Deodorization: High-temperature, high-vacuum distillation removes volatile odor compounds, residual solvents, and pigment breakdown products, ensuring a neutral taste and aroma.

Purpose & Significance
Enhances oil quality and shelf life, making it suitable for diverse applications like food processing and cooking.Eliminates harmful contaminants (e.g., aflatoxins, pesticide residues) to ensure consumer safety.
Promotes comprehensive utilization of oils, boosting economic efficiency and resource sustainability in the industry. However using activated clay is most efficient way for oil refinery factory that more economic,safety,environmental,health for people.

A good way for effective bleaching technology for eatible oil and palm oil purification. A wide range of bentonite activated clay (also known as Bleaching Earth,Bleaching Clay) with various levels of activation. For oil bleaching, color removal and purification of any edible oil including canola, soybean, coconut, palm, fish and sunflower oils, and tallow.

STRONGER activated Bleaching clay we produce demonstrates exceptional stability and purity, characterized by:
1.Superior decolorization rate (industry-leading efficiency)
2.Rapid filtration speed with minimal additive requirement
3.Low residual oil in filter cake & crystal-clear refined oil output
4.Enhanced product stability and process reliability
5.Made from deep natural bentonite that higher purity


High-Performance Activated Bleaching Clay with 85-95% Decolorization Efficiency
STRONGER, a leading manufacturer of activated Bleaching clay (CAS 70131-50-9) in China, specializing in customized adsorbent solutions for global clients in edible oil refining, petrochemicals, pharmaceuticals, and environmental protection industries.
Why Choose STRONGER Activated Bleaching Clay?
Superior Adsorption Performance
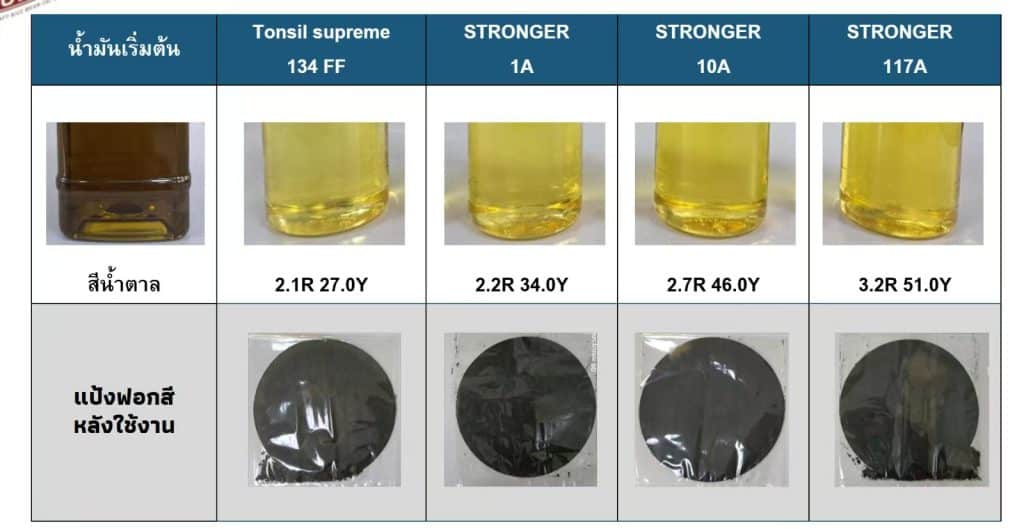
Achieves 85-95% decolorization rate for chlorophyll, mycotoxins, and organic impurities in vegetable/animal oils (verified by industrial applications) .
Reduces residual oil rate to <5% through optimized filtration technology, minimizing production costs .
Eco-Friendly Production Process
Utilizes wet process with less acid consumption and higher product efficiency compared to traditional methods, ensuring lower environmental impact .
Certified & Versatile Applications
Complies with food additive standards (GB 2760) for edible oil purification, and effective in wastewater treatment (e.g., radioactive contaminants) .
Available in 200-mesh powder or customized granules for catalysts, lubricant synthesis, and pesticide carriers .
Strict Quality Control
12-month shelf life with moisture-proof packaging to maintain activity. heavy metal compliance .
Technical Support & Logistics
Free samples and TDS/MSDS available upon request.
Flexible MOQ: From lab-scale 25g to bulk orders (25kg/drum or 1MT/bag).
Next Step:
Let’s discuss how our activated Bleaching clay can optimize your production efficiency. We’d be glad to provide a customized quotation based on your application requirements (e.g., oil type, impurity profile).
Attachments:
Product Datasheet
Third-Party Test Report (e.g., TOC, BET surface area ≥180 m²/g)


Activated Clay Factory with trusted, certified, experienced professionals, we focus on innovation, maximize savings, and ensure compliance.
Premium Supplier
Qualified Activated Bleaching Clay Bentonite Factory Premium Supplier
Expert Solution
Activated Bleaching Clay Expert Supplier with qualifications,mining rights, mines
$10/KG
$100/Bag
Popular
$10000/Container
Questions About Activated Bleaching Clay Business
How To Refine Rice Bran Oil Using Activated Bleaching Earth (Activated Clay)?
Rice Bran Oil Refining Process
I. Critical Pre-treatment Breakthroughs
1. Immediate Crude Oil Stabilization
Perform degumming within 2 hours of extraction: Add 0.05% oxalic acid (lipase deactivation) + 0.1% citric acid (metal chelation).
Target: Acid Value (AV) increase ≤0.5 mg KOH/g·24h.

2. Integrated Dewaxing-Degumming Technology
Stepwise Cooling: Crude oil → 45°C (113°F) (hot degumming) → Add 0.2% sodium silicate → Cool to 25°C (77°F) (colloid precipitation) → Secondary cooling to 10°C (50°F) (winterization, 48h).
Centrifugal Separation: Tricanter centrifuge (light phase: oil / heavy phase: gums / solid phase: waxes).
Wax residue: ≤100 ppm (meets Grade 1 oil standards).
3. Hybrid Physical-Chemical Deacidification
High-AV oil (AV>30): Enzymatic esterification first (lipase + glycerol, 60°C/140°F, 4h, 50% FFA reduction).
Followed by physical refining: Vacuum ≤1.5 mbar, 240°C (464°F) → FFA ≤0.1%.
II. Activated Bleaching Earth Innovations
1. Scientific Clay Blending System
Component Function Dosage Key Specifications
Acid-activated bentonite Adsorbs polar pigments (chlorophyll derivatives) 1.5~2.0% Acidity ≥0.8 mol H₂SO₄/L
Neutral attapulgite Preserves gamma-oryzanol 0.8~1.2% Pore size >5 nm, pH 6.8~7.2
Activated carbon Removes 3-MCPD esters 0.1~0.3% Iodine value ≥1000 mg/g
2. Low-Temperature Short-Duration Adsorption
Temperature: 85±1°C (185±2°F) (critical: >90°C/194°F accelerates oxidation in high-UFA oil).
Time: 15 min (gamma-oryzanol loss increases ~2%/min beyond this).
Vacuum: ≤50 mbar (O₂ <0.05%).
Dynamic Mixing: Variable-frequency agitation (300–500 rpm) prevents localized overheating.
3. High-Efficiency Filtration & Recovery
Filtration Media: Sintered stainless steel mesh (10 μm) + cellulose pre-coat.
Oil Recovery: Supercritical CO₂ extraction (25 MPa, 40°C/104°F) → Residual oil ≤5%.
Clay Residue: ≤10 ppm (UV-Vis detection).
III. Core Challenge Solutions for Rice Bran Oil
1. Gamma-Oryzanol Preservation
Clay Pre-treatment: N₂ activation at 150°C (302°F)/2h → Blocks acidic sites.
Post-bleaching Addition: Immediately add 0.01% rosemary extract (synergistic antioxidant).
Target: Final oil oryzanol ≥8000 ppm (≥80% retention vs. crude oil).
2. Trans-Fatty Acid (TFA) Control
Strict temperature monitoring: Deacidification ≤240°C (464°F)/90 min, bleaching ≤85°C (185°F).
Pre-deodorization addition of 0.005% tea polyphenols → Suppresses TFA formation.
Target: TFA ≤1% (GB limit).
3. Wax Re-precipitation Prevention
Rapid cooling to 25°C (77°F) → 12h tempering → Secondary filtration (captures re-dissolved waxes).
Turbidity target: ≤20 NTU (5h at 0°C/32°F).
IV. Circular Economy & Safety Enhancements
1. Spent Clay Valorization
Oryzanol Extraction: Ethanol Soxhlet extraction → 40% purity crude concentrate.
Fuel Conversion: Pelletized with rice husk → Calorific value ≥3500 kcal/kg (coal substitute).
2. Explosion Safety Design
Dust concentration monitoring: ≤20 g/m³ (CO₂ auto-extinguishing system).
Equipment grounding: Resistance ≤4 Ω (prevents electrostatic sparks).
Key Optimized Process Parameters
Stage Temperature Time Vacuum Key Additives
Stabilization 50°C (122°F) 0.5 h – Oxalic + Citric acid
Dewaxing-Degumming 10°C (50°F) 48 h – Sodium silicate
Enzymatic Deacidification 60°C (140°F) 4 h – Lipase + Glycerol
Bleaching 85°C (185°F) 15 min ≤50 mbar Acid-bentonite + Neutral attapulgite
Filtration 45°C (113°F) ≤1 h – Supercritical CO₂
Testing Standards:
Gamma-Oryzanol: HPLC-ELSD (GB 5009.xxx)
Wax Content: GB/T 5534-2019 Cold Test
3-MCPD Esters: ISO 18363-1:2015
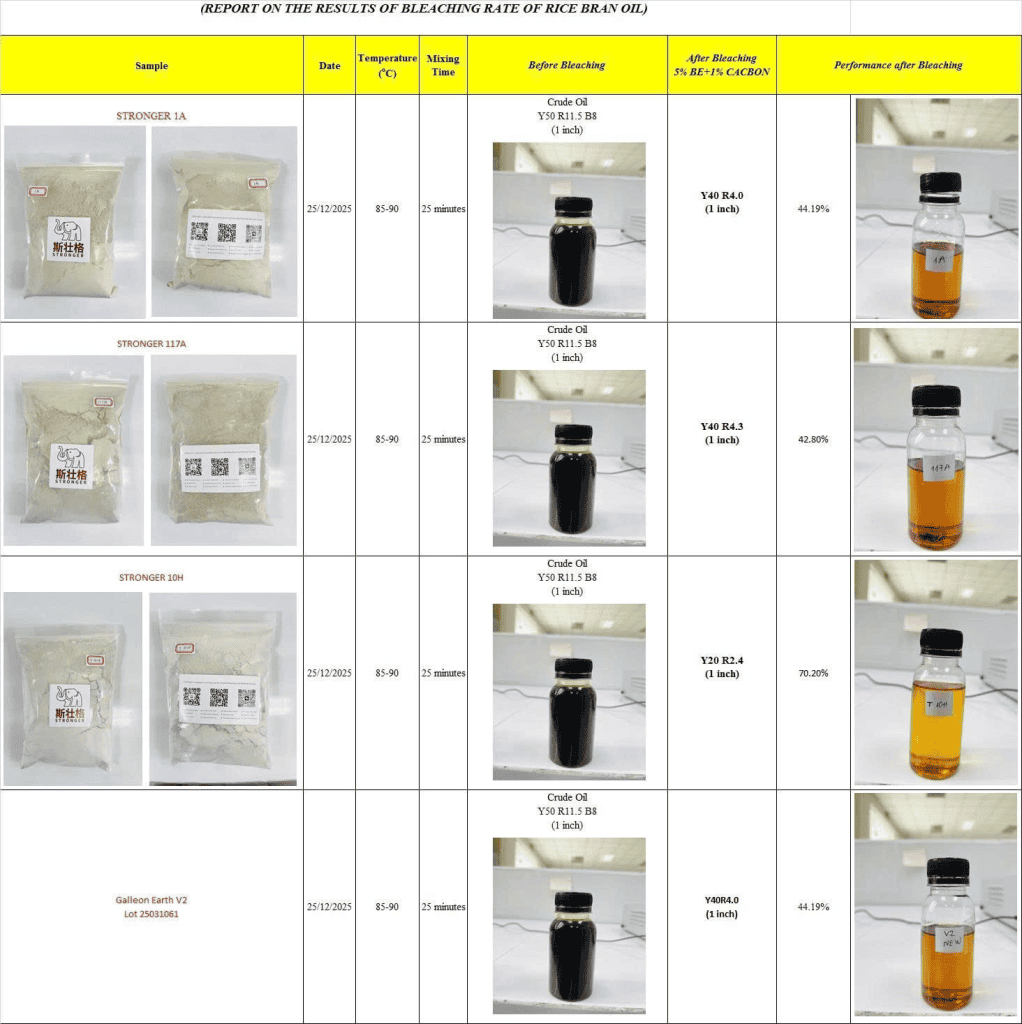
This process achieves efficient decolorization (Lovibond Y≤20/R≤2.0) while maximizing gamma-oryzanol retention, increasing refined oil yield to ≥82% (vs. ≤75% conventional), and reducing trans-fatty acid formation by 40%.
*Technical notes:
Gamma-oryzanol preservation mechanisms are explicitly defined.
Safety protocols align with ATEX/IEC standards.
Dual units (°C/°F, mbar/MPa) included for global applicability.
Industry-standard terminology used (e.g., “tricanter centrifuge,” “winterization”).*
How is STRONGER Activated Clay Excellent Decolorization Rate?
1. Higher decolorization ability. The activated clay has a stronger decolorization ability, the decolorization ability of the activated clay is mainly dependent on the adsorption capacity of the pore size for decolorization, the reaction to the index parameters can be seen as higher than the surface area, the activated clay can be up to 280 ㎡/g specific surface area, with a strong adsorption capacity;
How is STRONGER Activated Clay Filtration Speed?
Fast filtering speed. The filter speed of activated clay is lower than that of a similar activated clay, and the filter speed is faster under the same particle size. After comparison, the filter time of 100ml oil under pressure filtration is 30 seconds to more than one minute faster than that of similar competing products.
How is STRONGER Activated Clay Oil Absorption Rate?
Lower residual oil rate after use. Because of the outstanding decolorization ability activated clay, it can reduce the amount of use, and the natural adsorption of less oil can be taken away when the amount of use is reduced.
Do you offer OEM & ODM service for Activated Clay?
Yes, We are fully support for Activated Clay OEM & ODM Service with our stronger engineer team, meet for your wants and needs. STRONGER is An Activated Bleaching Earth supplier with integrated qualifications, mining rights, mines, production facilities and research institutions.
Need more support for about Activated Clay & Bentonite